
PHƯƠNG PHÁP XÁC ĐỊNH CHỈ SỐ MFI (CHỈ SỐ NÓNG CHẢY CỦA NHỰA) theo tiêu chuẩn ASTM D 1238 và ISO 1133
16:50 - 01/02/2021
- Chỉ số MFI hay còn gọi là chỉ số chảy của nhựa (melt flow index hoặc melt flow rate-MFR): xác định đặc tính dòng chảy của vật liệu (nhựa) tại nhiệt độ và áp suất nhất định.
- Hiện nay có 2 tiêu chuẩn quốc tế phổ biến để xác định chỉ số chảy: ASTM D1238 và ISO 1133.
17 TIÊU CHUẨN QUỐC TẾ THƯỜNG ĐƯỢC ÁP DỤNG CHO HỆ THỐNG THỬ NGHIỆM RUNG XÓC - PHẦN 3
17 TIÊU CHUẨN QUỐC TẾ THƯỜNG ĐƯỢC ÁP DỤNG CHO HỆ THỐNG THỬ NGHIỆM RUNG XÓC - PHẦN 2
17 TIÊU CHUẨN QUỐC TẾ THƯỜNG ĐƯỢC ÁP DỤNG CHO HỆ THỐNG THỬ NGHIỆM RUNG XÓC
Phương pháp thử nghiệm rung xóc dùng xung ngẫu nhiên theo chu kỳ - Periodic Random Excitation
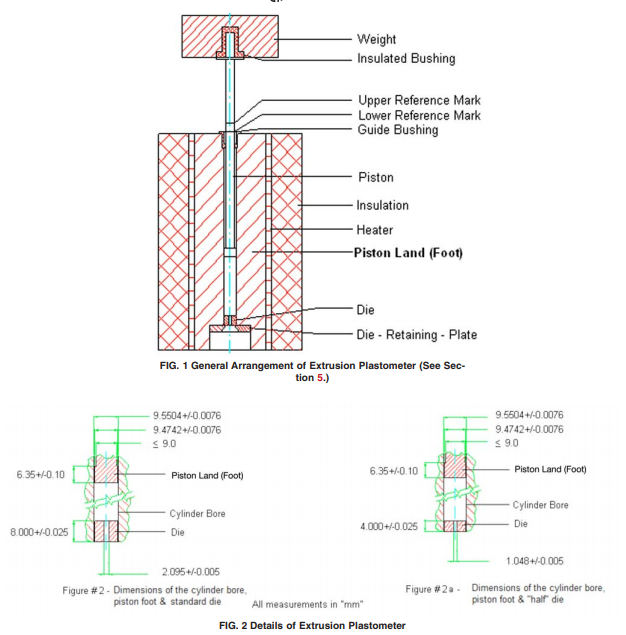
Tiêu chuẩn ASTM D1238 với 4 phương pháp thử dưới điều kiện quy định về nhiệt độ, tải trọng và vị trí piston.
 Phương pháp A: dùng để đo tốc độ dòng chảy MFR của vật liệu nhựa dẻo, đơn vị là g/10 phút. Nó dựa trên phép đo khối lượng vật liệu ép ra từ khuôn trong một khoảng thời gian nhất định. Nó thường được sử dụng cho các vật liệu có tốc độ dòng chảy rơi vào khoảng 0,15 đến 50 g / 10 phút.
Phương pháp A: dùng để đo tốc độ dòng chảy MFR của vật liệu nhựa dẻo, đơn vị là g/10 phút. Nó dựa trên phép đo khối lượng vật liệu ép ra từ khuôn trong một khoảng thời gian nhất định. Nó thường được sử dụng cho các vật liệu có tốc độ dòng chảy rơi vào khoảng 0,15 đến 50 g / 10 phút.
Phương pháp B là phép đo theo thời gian tự động được sử dụng để xác định tốc độ dòng chảy (MFR) cũng như tốc độ thể tích chảy (MVR) của vật liệu nhiệt dẻo. Các phép đo MFR được thực hiện với phương pháp B được báo cáo bằng đơn vị g / 10 phút. Các phép đo MVR được báo cáo theo đơn vị (cm3 /10 phút). Các phép đo theo phương pháp B dựa trên về việc xác định khối lượng vật liệu đùn ra từ xi lanh trong một khoảng thời gian nhất định. Thể tích được chuyển đổi thành phép đo khối lượng bằng cách nhân kết quả với khối lượng riêng của vật liệu .Thủ tục B là thường được sử dụng với các vật liệu có tốc độ dòng chảy từ 0,50 đến 1500 g / 10 phút.
Phương Pháp C là phép đo được tính giờ tự động được sử dụng để xác định tốc độ dòng chảy (MFR) của nguyên vật liệu polyolefin. Nó thường được sử dụng thay thế cho phương pháp B trên các mẫu có tốc độ dòng chảy lớn hơn 75 g / 10 phút. Phương pháp C liên quan đến việc sử dụng khuôn sửa đổi, thường được gọi là “khuôn bán nguyệt”, có một nửa chiều cao và một nửa đường kính trong của khuôn tiêu chuẩn được chỉ định để sử dụng trong phương pháp A và B do đó duy trì cùng chiều dài với đường kính tỉ lệ. Quy trình thử nghiệm tương tự như phương pháp B, nhưng các kết quả thu được từ phương pháp C sẽ không được giả định là một nửa của kết quả đo được với phương pháp B.
Phương pháp D là một phép thử đa trọng lượng thường được gọi là phép thử “Tỷ lệ dòng chảy” (FRR). Quy trình D được thiết kế để cho phép thực hiện các phép xác định MFR bằng cách sử dụng hai hoặc ba tải thử nghiệm khác nhau (tăng hoặc giảm tải trong quá trình thử nghiệm) trên một lần nạp vật liệu. FRR là một số không thứ nguyên được suy ra bằng cách chia MFR ở tải thử nghiệm cao hơn cho MFR ở tải thử nghiệm thấp hơn. Kết quả tạo ra từ các phép thử nhiều trọng lượng sẽ không được so sánh trực tiếp với kết quả thu được từ phương pháp A hoặc phương pháp B.
Máy đo Chỉ số nóng chảy của nhựa đáp ứng được tiêu chuẩn ASTM 1238 và ISO 1133 mà bạn có thể quan tâm:

Theo tiêu chuẩn ISO 1133, Phương pháp thử nghiệm được chia theo làm 2 loại, test theo phương pháp đo khối lượng và phương pháp đo khoảng cách.
Phương pháp A: Đo khối lượng
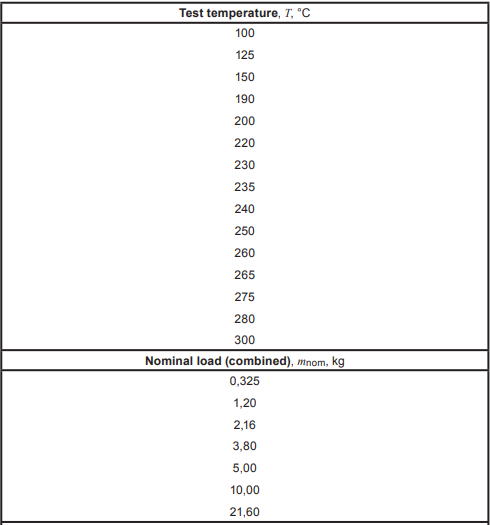
Tham khảo tiêu chuẩn đặc điểm kỹ thuật vật liệu để biết các điều kiện thử nghiệm. Nếu không tồn tại tiêu chuẩn đặc điểm kỹ thuật vật liệu hoặc khi các điều kiện thử nghiệm MVR hoặc MFR không được chỉ định trong đó, hãy sử dụng một bộ điều kiện thích hợp từ Bảng dưới đây, dựa trên kiến thức về điểm nóng chảy của vật liệu hoặc các điều kiện chế biến theo khuyến nghị nhà sản xuất.
- Lựa chọn khối lượng mẫu và nạp vào xilanh.
Nạp khối lượng mẫu từ 3-8 g thông qua dự đoán MFR hoặc MVR (như bảng bên dưới).
Trong quá thì nạp mẫu, sử dụng thanh nén mẫu chuyên dụng (đi kèm với thiết bị đo) với áp lực bằng tay, đảm bảo lực nén đủ lớn để loại bỏ không khí trong xilanh.
Xilanh được gia nhiệt trước 5 phút và thực hiện quá trình thử nghiệm ngay lập tức sau khi nạp mẫu.
Đưa ngay piston vào xilanh. Piston có thể được dỡ tải hoặc được tải trước với trọng lượng thử nghiệm. Nếu MFR hoặc MVR của vật liệu cao, tức là hơn hơn 10 g / 10 phút hoặc 10 cm3 / 10 phút, sự mất mát của mẫu trong quá trình gia nhiệt sơ bộ là đáng kể.
Trong trường hợp này, sử dụng một piston không tải hoặc một piston mang tải trọng nhỏ hơn trong thời gian gia nhiệt sơ bộ. Trong trường hợp tốc độ dòng chảy rất cao, tốt nhất nên sử dụng giá đỡ trọng lượng và có thể cần một nút bịt lỗ khuôn.
Trong thời gian làm nóng sơ bộ, hãy kiểm tra xem nhiệt độ đã trở về mức đã chọn, trong giới hạn quy định trong Bảng dưới đây.

Để giảm thiểu nguy cơ bỏng do vật liệu nóng nhanh chóng thoát ra khỏi khuôn, bạn nên đeo găng tay cách nhiệt trong quá trình tháo nút bịt khuôn.
Vào cuối giai đoạn làm nóng sơ bộ, tức là 5 phút sau khi hoàn thành việc nạp vào xi lanh, trong trường hợp piston không tải hoặc tải trước trong giai đoạn làm nóng sơ bộ, tác dụng tải cần thiết lên piston. Trong trường hợp sử dụng nút bịt khuôn và piston không tải hãy áp dụng tải cần thiết cho piston và để vật liệu ổn định trong vài giây trước khi tháo nút bịt khuôn. Nếu cả giá đỡ trọng lượng và nút bịt khuôn đều được sử dụng, hãy tháo giá đỡ trọng lượng trước.
CHÚ THÍCH: Có thể đối với một số vật liệu, thời gian gia nhiệt sơ bộ ngắn hơn sẽ được yêu cầu để ngăn ngừa sự xuống cấp. Đối với vật liệu có điểm nóng chảy cao Tg cao, vật liệu dẫn nhiệt thấp, có thể cần thời gian gia nhiệt sơ bộ lâu hơn để có được các kết quả.
Cho phép piston hạ xuống dưới trọng lực cho đến khi ép đùn mẫu với không có bong bóng; Điều này có thể đạt được trước hoặc sau khi tải, tùy thuộc vào độ nhớt thực tế của vật liệu.
Khi vạch tham chiếu thấp hơn trên pít-tông đã đến mép trên của xi lanh, bắt đầu bấm giờ đồng thời cắt bỏ phần đùn bằng dụng cụ cắt và loại bỏ.
Thu thập các điểm cắt liên tiếp để đo tốc độ đùn trong một khoảng thời gian nhất định. Tùy thuộc vào MFR, hãy chọn khoảng thời gian sao cho chiều dài của một vết cắt không nhỏ hơn 10 mm và tốt nhất là từ 10 mm đến 20 mm (xem khoảng thời gian cắt như trong Bảng )
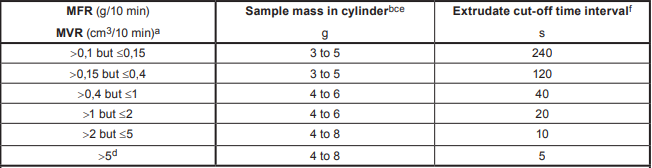
Những khoảng thời gian này phù hợp với việc sản xuất chiều dài đùn từ 10 mm đến 20 mm. Trong hoạt động này, các sai số có thể là đáng kể, đặc biệt là đối với các vật liệu MFR cao có thời gian cắt đùn ngắn. Giảm sai số đo lường có thể đạt được bằng cách sử dụng thời gian cắt đùn lớn hơn.
Đối với các giá trị MFR và MVR thấp hoặc vật liệu có mức độ phồng khuôn tương đối cao, có thể không thực hiện được phần cắt có chiều dài 10 mm trở lên trong thời gian cắt tối đa cho phép -giai đoạn 240 s. Trong những trường hợp như vậy, quy trình A có thể được sử dụng nhưng chỉ khi khối lượng của mỗi vết cắt thu được trong 240 s lớn hơn 0,04 g. Nếu không, quy trình B sẽ được sử dụng.
Dừng cắt khi vạch trên trên thân piston chạm đến mép trên của xi lanh. Loại bỏ tất cả các giới hạn chứa bọt khí nhìn thấy được. Sau khi làm nguội, cân riêng các phần còn lại, chính xác đến 1 mg, tốt nhất là ba hoặc nhiều hơn, và tính khối lượng trung bình của chúng. Nếu sự khác biệt giữa giá trị tối đa và giá trị tối thiểu của các lần cân riêng lẻ vượt quá 15% giá trị trung bình, loại bỏ kết quả và lặp lại thử nghiệm trên một phần mới của mẫu.
Chúng tôi khuyến nghị rằng các phần cắt ra được cân theo thứ tự ép đùn. Nếu khối lượng thay đổi liên tục thì quan sát thấy, đây sẽ được báo cáo là hành vi bất thường.
Khoảng thời gian từ khi kết thúc nạp mẫu đến khi kết thúc phép đo cuối cùng không được vượt quá 25 phút. Đối với một số vật liệu, thời gian này có thể cần được giảm xuống để ngăn ngừa sự xuống cấp hoặc liên kết chéo của vật liệu trong quá trình thử nghiệm.
Biểu thị kết quả:
- Trường hợp: khuôn tiêu chuẩn
Tốc độ dòng chảy MFR được tính bằng công thức:
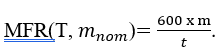
Trong đó MFR là chỉ số nóng chảy đơn vị là g/10 phút
T là nhiệt độ thử nghiệm, đơn vị là °C
là khối lượng tải chuẩn khi thử nghiệm
600 là chuyển đổi 10 phút sang đơn vị giây
m là khối lượng trung bình của mẫu sau mỗi lần cắt, đơn vị là g
t là thời gian cắt mẫu
Thể tích dòng chảy MVR được tính bằng công thức:
Trong đó
P là khối lượng riêng của vật liệu chảy đơn vị g/cm3.
- Trường hợp khuôn bán nguyệt
Cách tính sử dụng công thức như trên nhưng khi thể hiện kết quả thêm chữ ‘’h’’ vào bên cạnh.
Ví dụ: =MFR(h)= 0,15 g/10 min (190 °C/2,16 kg),MVR(h) = 15,3 cm3/10 min (190 °C/2,16 kg)
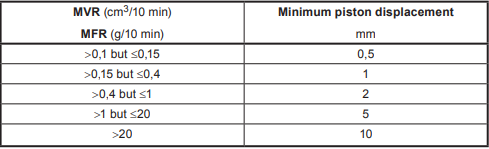
Phương Pháp B: Đo theo khoảng cách dịch chuyển
Khoảng cách dịch chuyển tối thiểu của Piston
Để cải thiện độ chính xác và độ lặp lại của phép đo, khoảng cách dịch chuyển tối thiêu của piston được gợi ý như bảng sau:
Nạp mẫu vào xi lanh như phương pháp A.
Vào cuối giai đoạn làm nóng sơ bộ, tức là 5 phút sau khi hoàn thành việc nạp vào xi lanh, trong trường hợp Piston không tải hoặc tải trước trong giai đoạn làm nóng sơ bộ, tác dụng tải cần thiết lên piston. Trong trường hợp sử dụng nút bịt khuôn và Piston không tải hoặc tải trước trong giai đoạn làm nóng sơ bộ, hãy áp dụng tải cần thiết cho Piston và để vật liệu ổn định trong vài giây trước khi tháo nút bịt khuôn. Nếu cả giá đỡ trọng lượng và nút bịt khuôn đều được sử dụng, hãy tháo giá đỡ trọng lượng trước.
Có thể đối với một số vật liệu, thời gian gia nhiệt sơ bộ ngắn hơn sẽ được yêu cầu để ngăn ngừa sự xuống cấp. Đối với vật liệu có điểm nóng chảy cao, Tg cao, vật liệu dẫn nhiệt thấp, có thể cần thời gian gia nhiệt sơ bộ lâu hơn để có các kết quả lặp lại tốt hơn.
Cho phép piston hạ xuống dưới trọng lực cho đến khi ép đùn mẫu với không có bong bóng; Điều này có thể đạt được trước hoặc sau khi tải, tùy thuộc vào độ nhớt thực tế của vật liệu.
Khi vạch tham chiếu thấp hơn trên pít-tông đã đến mép trên của xi lanh, bắt đầu bấm giờ đồng thời cắt bỏ phần đùn bằng dụng cụ cắt và loại bỏ.
Không bắt đầu thực hiện phép đo khi vạch chuẩn thấp trên Piston chưa chạm đến mép trên của hình trụ.
Thực hiện đo 1 trong 2 cách:
- Theo khoảng cách dịch chuyển của piston trong một khoảng thời gian xác định trước
- Thời gian Piston di chuyển được một khoảng cách xác định trước.
Đối với một số vật liệu, kết quả có thể thay đổi tùy thuộc vào khoảng cách di chuyển của piston. Để cải thiện khả năng lặp lại, điều quan trọng là duy trì cùng một khoảng cách di chuyển cho các lần chạy riêng lẻ.
Dừng phép đo khi vạch tham khảo lớn hơn trên thân piston đến mép trên của xi lanh.
Khoảng thời gian từ khi kết thúc nạp mẫu đến khi kết thúc phép đo cuối cùng không được vượt quá 25 phút. Đối với một số vật liệu, thời gian này có thể cần được giảm xuống để ngăn ngừa sự xuống cấp hoặc liên kết chéo của vật liệu trong quá trình thử nghiệm.
Biểu thị kết quả
- Trường hợp đối với khuôn chuẩn
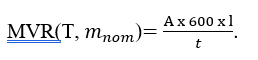
Trong đó:
T là nhiệt độ thử nghiệm đơn vị °C
là khối lượng tải chuẩn khi thử nghiệm
là giá trị trung bình của diện tích mặt cắt ngang danh nghĩa của xi lanh và đầu piston.
(Do dung sai cho phép trên đường kính xi lanh và piston, giá trị trung bình của mặt cắt ngang thực tế
diện tích của xylanh và đầu piston thay đổi nhỏ hơn ±0,5%. Giá trị này được coi là không đáng kể và để đơn giản khi vận hành, giá trị danh nghĩa của diện tích mặt cắt ngang là 0,711 cm2.)
600 là chuyển đổi 10 phút sang đơn vị giây
l là là khoảng cách xác định trước mà piston di chuyển hoặc giá trị trung bình của khoảng cách riêng lẻ, tính bằng cm
t là thời gian cắt mẫu
Tốc độ dòng chảy MFR được tính bằng công thức:
![]()
P là khối lượng riêng của vật liệu thử nghiệm và được tính bằng ![]()
trong đó m là khối lượng, tính bằng gam, được xác định bằng cách, cân chất đùn đẩy ra bằng chuyển động của piston được l cm.
- Trường hợp đối với khuôn bán nguyệt:
Cách tính sử dụng công thức như trên nhưng khi thể hiện kết quả thêm chữ ‘’h’’ vào bên cạnh.
Biểu thị kết quả thành ba số có nghĩa nhưng có tối đa hai chữ số thập phân
Ví dụ: =MFR(h)= 0,15 g/10 min (190 °C/2,16 kg),MVR(h) = 15,3 cm3/10 min (190 °C/2,16 kg)
- Tỷ lệ tốc độ dòng chảy FRR
Tỷ số giữa hai giá trị MFR (hoặc MVR) thu được đối với vật liệu được thử nghiệm ở cùng nhiệt độ nhưng với các tải khác nhau được gọi là tỷ lệ tốc độ dòng chảy FRR.
Ví dụ: 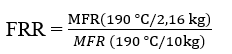
Để biết các điều kiện được sử dụng xác định FRR, hãy tham khảo các tiêu chuẩn vật liệu thích hợp. Nếu không có tiêu chuẩn vật liệu tồn tại hoặc nếu không có điều kiện thử nghiệm FRR nào được quy định trong tiêu chuẩn vật liệu, thì các điều kiện thử nghiệm cần được thỏa thuận giữa các bên quan tâm.
Phải xem xét các yếu tố có thể ảnh hưởng đến độ lớn của các giá trị đo và có thể dẫn đến giảm độ lặp lại. Các yếu tố đó bao gồm:
- Sự suy giảm nhiệt hoặc liên kết ngang của vật liệu, làm cho tốc độ dòng chảy thay đổi trong quá trình gia nhiệt sơ bộ hoặc giai đoạn thử nghiệm (vật liệu dạng bột yêu cầu thời gian gia nhiệt sơ bộ dài sẽ nhạy cảm với hiệu ứng này và, trong một số trường hợp nhất định, việc bao gồm các chất ổn định là cần thiết để giảm sự thay đổi);
- Chiều dài, sự phân bố và hướng của chất độn trong các vật liệu được làm đầy hoặc gia cố có thể ảnh hưởng đến tốc độ dòng chảy. Không xác định được độ chụm của phương pháp vì không có sẵn dữ liệu liên phòng. Một độ chính xác duy nhất tuyên bố sẽ không phù hợp vì số lượng vật liệu và phạm vi rộng trong các thông số thử nghiệm đề cập. Tuy nhiên, dữ liệu trước đó cho thấy một hệ số biến thiên khoảng ±10% có thể được mong đợi giữa phòng thí nghiệm và ±5% trong phòng thí nghiệm.
Máy đo chỉ số nóng chảy của nhựa (MFI_Melt Flow Index )
