
Kiểm tra độ cứng mối hàn theo tiêu chuẩn ISO9015 và ISO15614
17:14 - 13/07/2020
Hiện nay kiểm tra mối hàn được quy định trong các tiêu chuẩn ISO 9015 và ISO 15614. Các tiêu chuẩn này mô tả tải trọng thử nghiệm, số lượng vết lõm cho vật liệu gốc, vùng chịu nhiệt (HAZ) và mối hàn cũng như khoảng cách giữa mỗi vết lõm và độ sâu bên dưới bề mặt của mối hàn.
17 TIÊU CHUẨN QUỐC TẾ THƯỜNG ĐƯỢC ÁP DỤNG CHO HỆ THỐNG THỬ NGHIỆM RUNG XÓC - PHẦN 3
17 TIÊU CHUẨN QUỐC TẾ THƯỜNG ĐƯỢC ÁP DỤNG CHO HỆ THỐNG THỬ NGHIỆM RUNG XÓC - PHẦN 2
17 TIÊU CHUẨN QUỐC TẾ THƯỜNG ĐƯỢC ÁP DỤNG CHO HỆ THỐNG THỬ NGHIỆM RUNG XÓC
Phương pháp thử nghiệm rung xóc dùng xung ngẫu nhiên theo chu kỳ - Periodic Random Excitation
Thực hiện các yêu cầu này có thể là một quá trình rất kỹ lưỡng. Cần thiết lập quy trình một cách tỉ mỉ và tốn rất nhiều thời gian. Ngoài ra, các mối hàn gần như không bao giờ giống nhau, do vậy phải thiết lập nhiều chu trình kiểm nghiệm để đảm bảo độ chính xác.
Kiểm tra độ cứng của mối hàn và vùng chịu nhiệt (HAZ) của chúng thường yêu cầu thử nghiệm trên quy mô kính hiển vi sử dụng mũi thử kim cương. Phương pháp kiểm tra độ cứng Vickers là phương pháp chiếm ưu thế. Phương pháp với thử nghiệm Knoop được áp dụng cho thử nghiệm HAZ trong một số trường hợp.
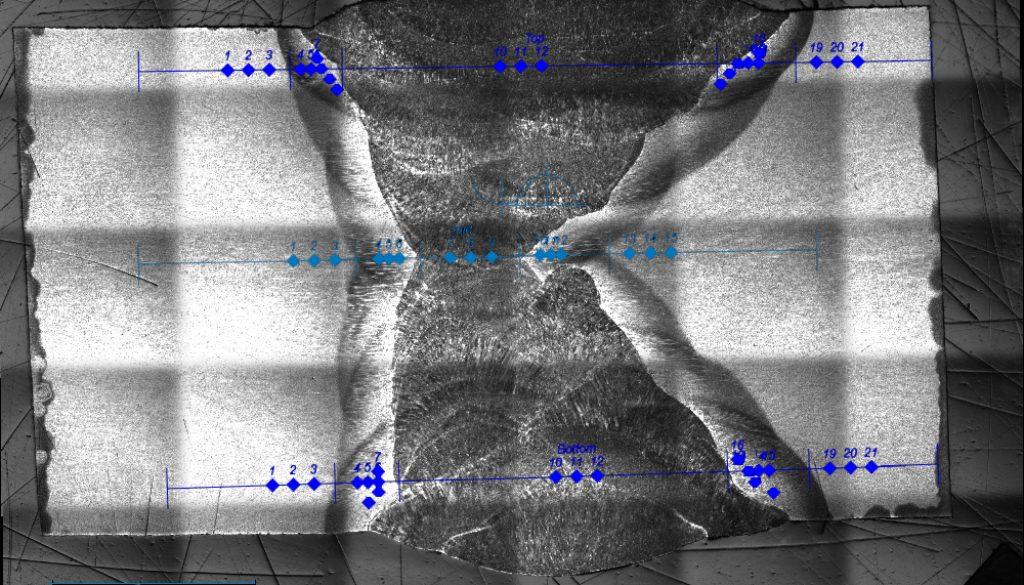
1. Hàng vết lõm (R)
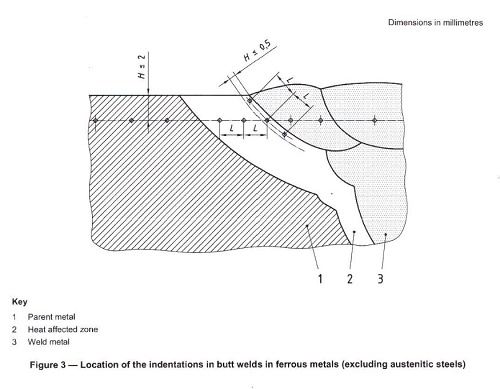
Các vết lõm được tạo thành các hàng bao gồm khoảng cách từ bề mặt sao cho các hàng hoặc các bộ phận của chúng cho phép đánh giá mối hàn. Nếu có các yêu cầu, có thể thực hiện thêm các vết lõm ở các vị trí khác nhau.
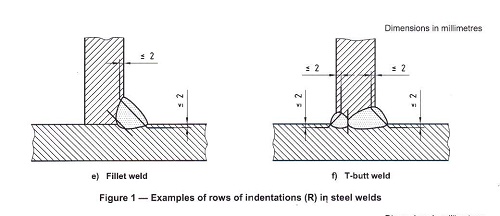
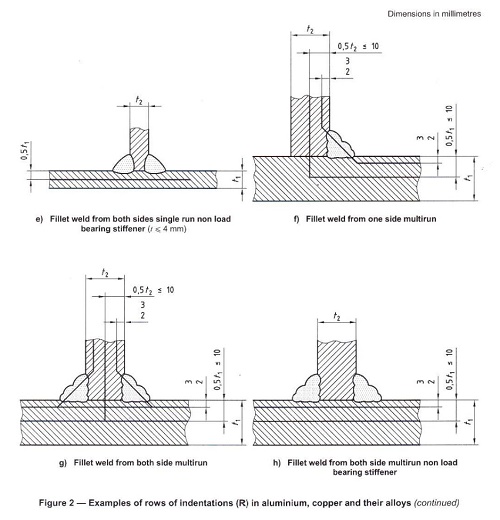
Đối với các kim loại như nhôm, đồng và hợp kim của chúng, các hàng vết lõm ở phía gốc của mối hàn có thể không cần thiết.
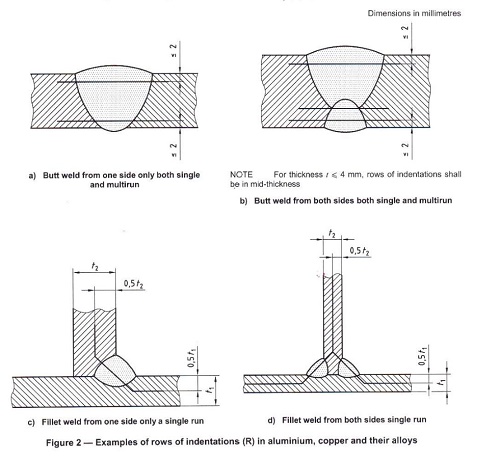
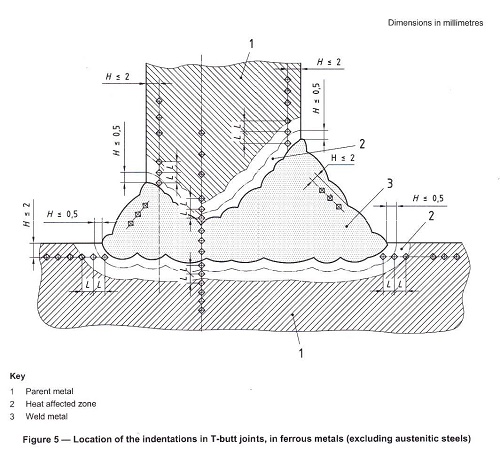
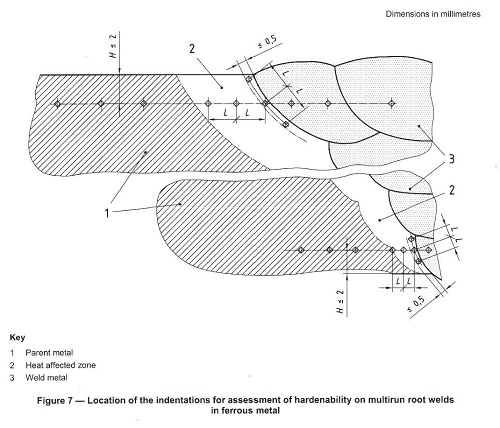
Các hàng vết lõm điển hình của mối hàn chữ T được thể hiện bên dưới
Số lượng và khoảng cách của các vết lõm phải đủ để xác định các vùng cứng hoặc mềm do hàn. Khoảng cách được đề nghị giữa tâm điểm của các vết lõm trong vùng chịu ảnh hưởng nhiệt (HAZ) được đưa ra trong bảng sau.
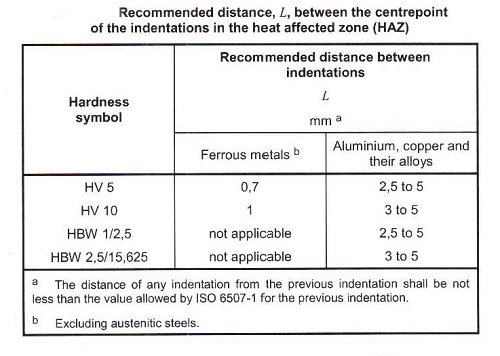
Bảng trên cũng được áp dụng với thử nghiệm Brinell với các khoảng cách phù hợp tương tự. Các vết lõm phải đảm bảo kim loại gốc không bị ảnh hưởng để kiểm tra, khoảng cách giữa các vết lõm trong vùng kim loại hàn sẽ được chọn sao cho kết quả đưa về cho phép đánh giá mối hàn.
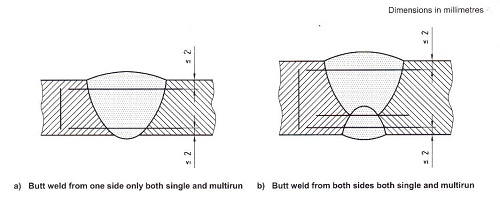
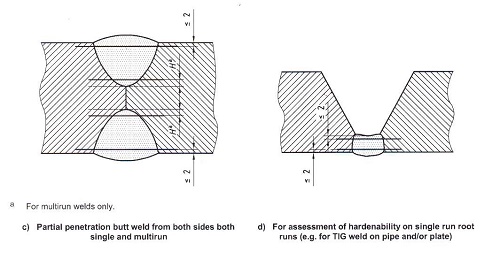
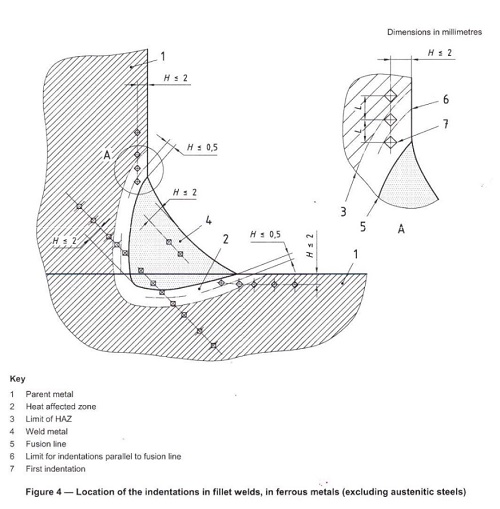
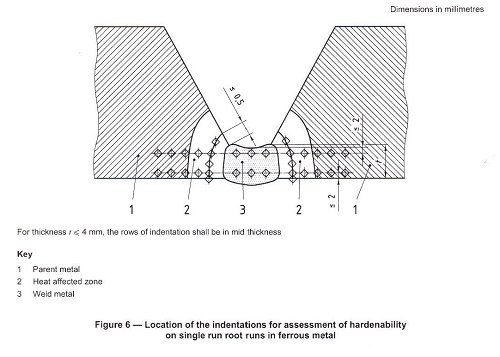
Đối với các kim loại cứng trong vùng HAZ do hàn, phải thực hiện hai vết lõm bổ sung có khoảng cách u 0,5mm giữa tâm điểm hai vết lõm và đường nhiệt hạch (Xem từ hình 3 đến 7)
Đối với cấu hình các kim loại khác (ví dụ: thép austenitic), các yêu cầu đặc biệt có thể được đưa ra theo tiêu chuẩn của các ứng dụng có liên quan khác, tùy thuộc vào thỏa thuận giữa các bên.
2. Vết lõm đơn (E)
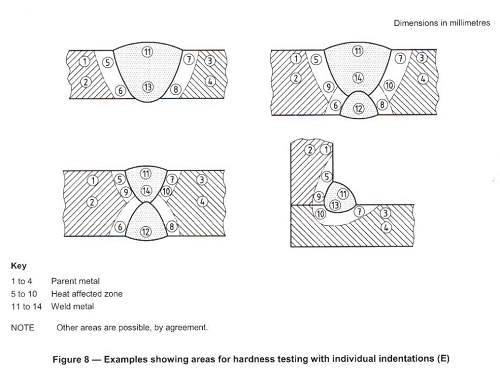
Hình 8 cho thấy các vị trí, khu vực điển hình của các vết lõm đơn. Loạt điểm từ 1 đến 4 thể hiện vết trong khu vực vật liệu gốc. loạt điểm từ 5 đến 10 nằm trong vùng HAZ, loạt điểm từ 11 đến 14 nằm trong vùng mối hàn. Hoặc vị trí của vết lõm có thể được xác định trên cơ sở kiểm tra luyện kim
Để ngăn ngừa ảnh hưởng của biến dạng gây ra bởi một vết lõm, khoảng cách tối thiểu giữa 2 điểm trung tâm của 2 vết lõm đơn bất kỳ theo hướng nào không nhỏ hơn 2,5 lần đường chéo / đường kính trung bình của vết lõm liền kề gần nhất.
Đối với các kim loại cứng trong vùng HAZ do hàn, phải thực hiện ít nhất một vết lõm có khoảng cách u 0,5mm giữa tâm điểm của vết lõm và đường nhiệt hạch.
Để đo độ cứng mối hàn theo tiêu chuẩn ISOISO9015 và ISO15614, các model Máy đo độ cứng Viker, Brinell, Knoop tự động của hãng QATM là hoàn toàn phù hợp và đạt yêu cầu.

Bên ngoài một máy đo độ cứng của hãng Qness
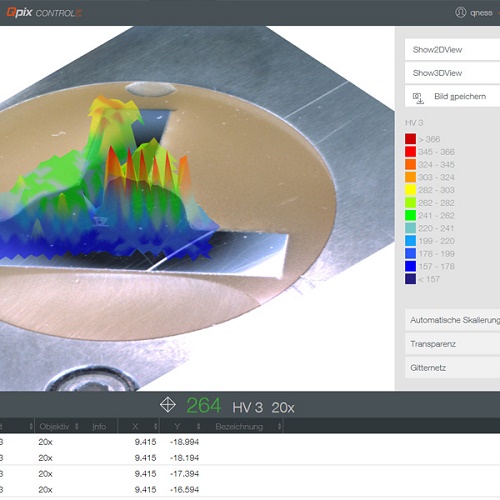
Bản đồ mặt phẳng phân bố độ cứng trên phần mềm của máy
