
Edge break measurement that pays for itself
15:50 - 26/08/2020
Why does edge break matter in parts production?
If it’s difficult, how do you assess edge break better?
How do fast, repeatable measurements affect costs and profits?
Both an executive summary and conclusions are presented for an overview

Edge Break Measurement that Pays for Itself
-------------------------------------
Fast, portable chamfer and radius measurements with reproducible results
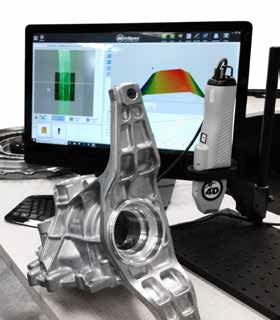
What is the 4D InSpec?
The 4D InSpec is a handheld, 3D surface measuring gauge It takes just a few seconds to position, align and measure a feature High accuracy, micron-level precision, portability and flexibility make the 4D InSpec an inspection tool that can be used throughout the shop.
The instrument was first used for measuring defects on precision machined parts It quickly assesses scratches, pits, nicks, corrosion and other defects Due to its accuracy and ease of use it has rapidly gained adoption in measuring small features such as peening, scribe marks, edge blending and rivets Its analysis software measures and quantifies edge break, chamfer geometry and radius of curvature with high precision It is easily set up for pass/fail analysis 4D InSpec improves profitability in repair and new-make manufacturing processes in aviation, automotive, nuclear and general precision machining.
 | If component performance, reliability and safety are critical, visual edge break "Controlling Edge Break for Performance, Longevity and Safety" By Mike Zecchino |
Executive Summary
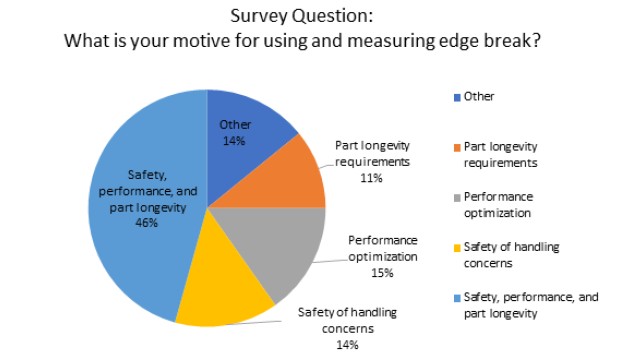
WHY: Edge breaking improves component functionality and longevity, and it protects the safety of employees and end users Quantitative edge break data is critical for controlling these important edge features
WHAT: The 4D InSpec enables accurate, reproducible measurement of edge break, edge chamfers and radius of curvature, even on difficult to access features, anywhere in the shop
WHO & WHERE: The 4D InSpec has transformed inspection for precision manufactured parts in aviation, automotive, nuclear energy and other industries Anywhere metals, ceramics, composites or carbon fiber parts are machined, the 4D InSpec can improved performance, reliability and safety
BENEFITS:
• Portable edge break measurement with quantitative results
• Improved capture of sharp edges and burrs that could lead to injury
• Fast alignment—insensitive to variability in orientation, focus, tilt
• Use handheld or with robotic automation
• More thorough inspection through faster measurement and higher sampling
• Reduced cycle times and part handling damage through in situ measurement
Why Does Edge Break Matter?
The sharp edges of most precision machined surfaces are smoothed, rounded over or angled through a process called “edge break ” Adding a radius or chamfer to edges eliminates possible fracture points for components that are subject to high stresses or loads In applications where edges affect air flow, such as turbine blades and nozzles, tight edge break tolerances are maintained for aerodynamic performance. Chamfers may also be added to fasteners to ensure that they do not protrude from shafts or casings.
Edge breaking also reduces injuries from sharp metal and burrs, both in the production environment and in the field Cuts caused by sharp edges and burrs are one of the most common injuries in metal working industries, so detecting sharp metal is critical for both employee safety and for avoiding liability issues
Improving Edge Break Inspection
Most edge break inspection is simply visual The process can be time-consuming, and inspection is difficult or impossible for blind holes and other difficult-to-reach locations Visual inspection is also inherently subjective: assessing whether an edge is acceptable or not can vary greatly depending on the inspector Most importantly, a visual test provides no quantifiable data, so there can be no reproducible measurement methods or traceable results.
Because of all this uncertainty, inspectors must err on the side of caution, meaning that parts which are actually acceptable are often discarded or returned for further processing More reliable, quantifiable measurement methods can reduce the uncertainty, resulting in better disposition of inspected components.
Stylus instruments
One way to acquire quantitative data is by measuring edge break with a portable stylus profiler Stylus instruments are widely available and simple in design, and portable stylus instruments are relatively easy to use The primary drawback, however, is that a stylus only acquires a single, 2D trace of data Any variability in measurement location and/or angle will result in large differences between measurements.
A stylus will also have difficulty measuring over sharp edges or torn material, either of which can break the stylus tip The limited vertical range of most profilers also means that some features, such as large chamfers on machined holes, will be too tall for the stylus to track. Lastly, a stylus instrument is susceptible to vibration The noise of a typical shop floor is often sufficient to degrade a measurement.
With all of these shortcomings, it’s clear how this normally “fast” method can often take more than 30 minutes of setup and scan time to achieve a single high-quality trace.
Other measurement methods
Other linear measurement methods, such as laser-based gauge guns, provide some shopfloor capability for edge break and chamfer measurements These instruments, however, still only measure a single line at a time, so they are just as susceptible to alignment errors as stylus instruments Their comparatively low resolution prevents measurement of small radius edges and other fine geometries Material finish, reflectivity and slope can also affect measurement results.
 | Stylus and line gauge instruments only measure a single trace of data, making them highly susceptible to any ariability in the measurement location and angle. Here, changing the measurement angle even slightly has significant effects on the data across the five traces. |
3D optical profilers can provide areal (3D) measurement of edge features However, these instruments are typically expensive and require clean, vibration-free environments for measurement. The physical structure of their workstation stand prohibits measurement of larger components, blind features, etc.
Fast, Repeatable Edge Measurements
The non-contact 4D InSpec is the first shop-floor gauge capable of high-resolution, 3D measurement of edge breaks, chamfers and radii The handheld, portable gauge can measure features inside bores, under flanges, and across large surfaces. Because it is immune to vibration, the instrument makes reproducible measurements, handheld at any angle, including upside down It can even be mounted to a robot or other automation for repeatable measurement of similar parts.
Fast positioning dramatically reduces cycle time
With most traditional measurement technologies, the angle and tilt of the instrument are very critical to achieving repeatable results Alignment can take many minutes per feature and may require extensive fixturing to ensure that the angle and rotation of the instrument stay the same for every part.
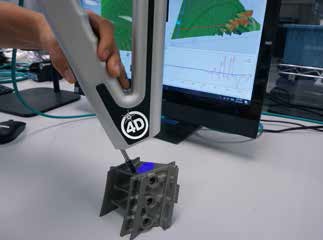 | The 4D InSpec, and larger-range 4D InSpec XL (shown here), are “point-and-shoot” gauges. Live video feedback guides the user to quickly align the instrument to the feature. A single button push produces measurement results on-screen in 2–3 seconds, including a 2D or 3D image of the part along with user-selected statistics with pass/fail indicators |

Alignment is a major challenge for most instruments when measuring edge break. The 4D InSpec, however, is highly
tolerant of alignment angles. Positioning the instrument for measurement takes just seconds. The time savings
could amount to hours per shift.
The 4D InSpec uses non-contact, optical methods to acquire 3D surface data. An inspector points the gauge at the edge to be measured, then follows live video feedback to align and measure.
The instrument is highly tolerant of variability in the measurement angle and position. Measurement error of <1% can be achieved on an edge break standard, even with ±2.5 mm translation error, 15° tilt angle, or ± 45° rotation angle error. This forgiveness of misalignment translates to very short alignment time—and a great reduction in measurement cycle. Eliminating the need for measurement fixtures can represent a savings of hundreds or thousands of dollars per setup.
An example of time savings With the 4D InSpec, the inspectors were able to measure all of the call-outs for the part in under 15 minutes total, with better accuracy and repeatability than with the stylus. The inspections were all completed without any fixturing, and right on the shop |
Measuring the many edge break call-outs on this part with a 4D InSpec reduced inspection time from many hours with a stylus to under <15 minutes. |
Calculating edges in 3D
Where most instruments measure a single, 2D trace, the 4D InSpec measures edge features in 3D The entire edge can be imaged, producing more repeatable results Rather than treating the measurement as a series of adjacent traces, the software fits planes and cylinders to the geometry, allowing it to compensate for tilt and rotation of the instrument with respect to the feature. The ability to correct for tilt and rotation makes the instrument highly tolerant of alignment angle, so alignment takes just seconds rather than minutes or more.
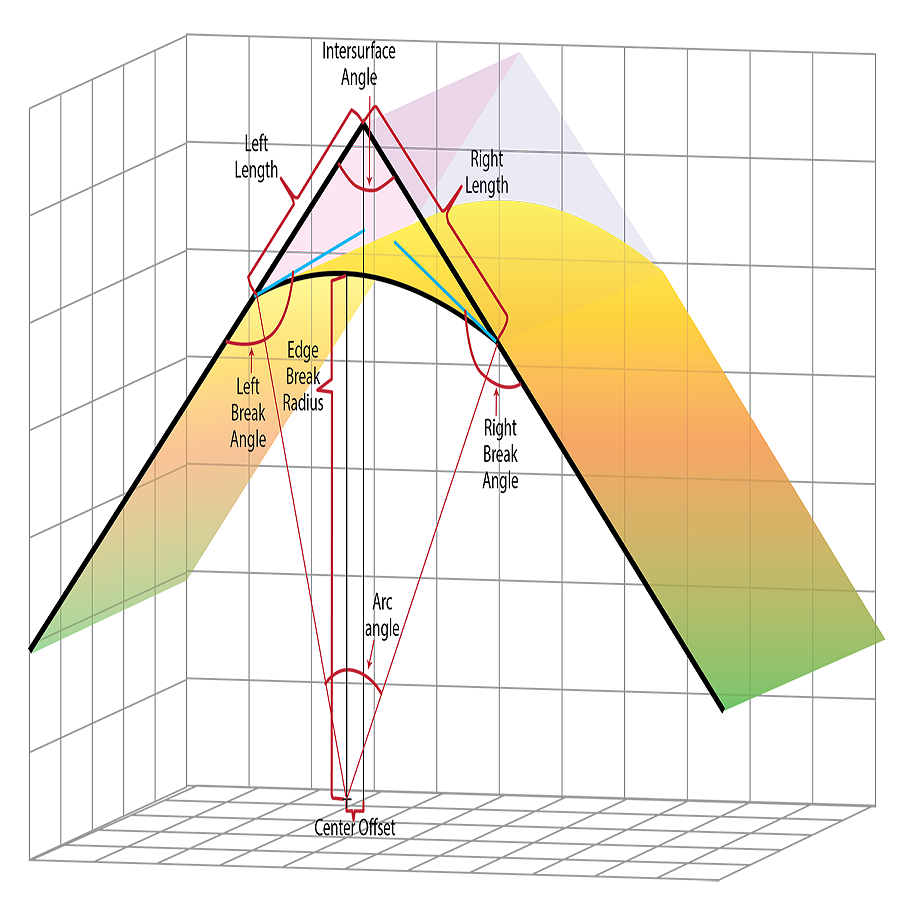
Measuring chamfer angles
Chamfer geometries are precisely controlled to ensure that fasteners do not protrude, to provide good panel fit, etc Consistent chamfer geometries are critical to proper performance, as well as to providing an aesthetic finish. Chamfer features, however, are notoriously hard to measure, with inspectors often resorting to card stock corner “gauges,” etc , for visual comparison. The 4D InSpec software properly assesses the important characteristics of a chamfer: the location, the relative slope of the two
adjoining surfaces, and the location of the broken edge, along with the angle of the chamfer face with respect to the surfaces Large chamfers that would exceed the vertical range of a portable stylus are also easily assessed.
Measuring radius of curvature (ROC)
To measure convex or concave radius of curvature, other measurement technologies require extreme attention to alignment Because the 4D InSpec is tolerant of a wide alignment range, it reduces positioning time to seconds and ensures repeatable ROC measurements.
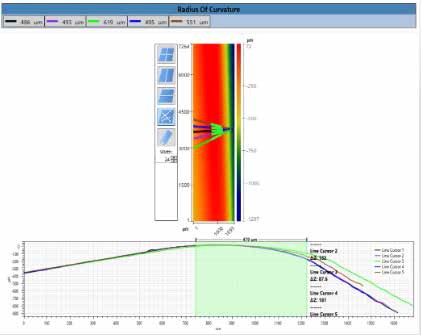
Even small radii can be measured with the hand held gauge Radii down to a few thousandths of an inch are prevalent in cutting tools and smaller aerospace components that regulate fuel and fluid flow. The data below shows a measurement of a ~0 002” (0 05 mm) radius. The left half of the screenshot is the camera’s field of view, with the green tint indicating good focus and tilt alignment The right side of the screen shows the imaged area of the tool. Below that, the software has located the two tool surfaces and the edge break radius between them. The ability to measure such small edge break features puts the 4D InSpec in a class of its own.
 The measurement results for a 0.002” radius of curvature on a cutting tool feature.
The measurement results for a 0.002” radius of curvature on a cutting tool feature.
Higher Sampling in More Locations The 4D InSpec can measure areas not previous accessible in tight spaces, inside of bores, between fins, etc all with the ease of taking a cell phone photo Measuring features directly may also eliminate replication time and materials |
Add-on accessories enable access to sidewalls, inside grooves and bores |

The ability to measure in tight spaces means that complex components may not need to be disassembled in order to measure them For complex or costly assemblies, such as aircraft engine subsystems, this can represent a huge time savings per part.
Measuring throughout the factory
Material handling and queue time are major inefficiencies for manufacturing and rework facilities Moving components to and from an inspection area also risks damage, especially for large, expensive parts.
The highly portable instrument makes it possible to bring the inspection to the component, rather than the other way around Measuring a part at its processing station eliminates queue time for measurement equipment, improving cycle time In many instances it may mean that a part does not need to be removed from fixturing for measurement, then re-mounted after inspection At a USAF repair facility, we were told that inspecting multiple parts on engines, hydraulics and fuselages was, “Really easy for an inspector to walk over and snap a picture when they need a measurement.”
 |  |
Portable inspection makes it possible to measure large components at the point of processing on the factory floor. The rolling workstation (left) and backpack/holster options (right) both facilitate shop floor inspection.
Acquiring more samples in the same time
Recognizing the limitations of visual inspection, many inspection plans call for a minimal review with open-ended tolerances With the ability to align and measure in just seconds,
quality teams can consider assessing more locations on a part, averaging more measurements of a feature, or providing more stringent tolerances to improve reliability Quick spot checks on the floor—virtually impossible with a stylus instrument—are easily accomplished.
Several accessories make shop-floor inspection faster and easier Measurements can be triggered using an optional foot pedal, for repetitive “hands off” measurements. A backpack trekker kit allows use of the instrument throughout a large facility It also makes possible difficult measurements, such as inspecting rivets on an airplane wing or the flanges at the top of a wind generation tower.
Automating repetitive measurements
Mounting the measurement system on a robot arm enables fast production measurement of complex components. A robot-based instrument can make tens of measurements per minute, transforming the quality control process. Customers have used 4D InSpec with UR Robots to measure rivets and fasteners, saw blade teeth and automotive part edge break. In all cases they experienced reduced measurement setup time, with less fixturing requirements.
| Robotic automation makes complex or repetitive measurements easier and faster. |  |
Summary
In the automotive, drive train, aviation maintenance and nuclear power generation industries, controlling edge break is critical for safety and performance. Leaving these critical features to visual inspection creates high variability in the inspection process. The 4D InSpec provides:
- Improved measurement repeatability with repeatable, traceable results
- Greatly reduced positioning and measurement time for faster, more thorough inspections
- Handheld or robot-mounted measurement for increased productivity
- Portability and flexibility to measure anywhere on a part, and anywhere in the factory
The 4D InSpec improves an inspector’s ability to disposition parts more accurately, based on controllable, numerical specifications Tracking edge features with reliable, traceable data means better part performance, lower scrap and rework, and safer products
4D InSpec makes edge
break inspection easy

Speed, portability and flexibility let you measure edge features accurately, anywhere on a part and anywhere on the shop floor.