The perfect solution for each application:
Manufacturing of coils and probes is a science in itself and requires years of experience in addition to theoretical knowledge. ibg coil & probe manufacturing can rely on more than three decades of experience. A team at ibg is engaged in concept, design and testing of sensors for structure and crack detection to ensure the right sensor for your application will be found.
The production of crack detection probes is very complex as microscopically small parts and finest wire must be assembled and mounted. Wherever possible we recommend standard probe types due to lower prices and short delivery. Most of our probe types are provided in standard versions.

Certain applications and test systems need probes which are specially designed for that test task, e.g. when testing rough surfaces, when testing teeth and spline areas as well as when testing inaccessible test locations like the inner diameter of hubs. There are “hardly” any limits for the layout of the probes. Beside the electro-technical optimisation we pay particular attention to ease of installation and mechanical high precision. We are pleased to help you with special probes tailor-made for your application and test system, and when building that probe at a later date you may count on shortest delivery times. We are aware of our responsibility for your production flow.
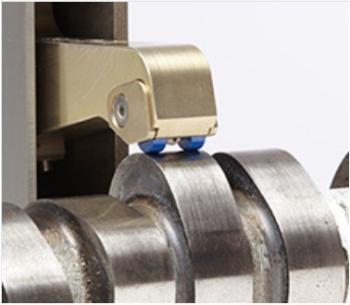
ibg almost exclusively uses so-called differential probes for crack and grinder burn detection.

ibg is able to combine very high flaw signal amplification with very low noise signal processing allowing production-capable distances between test probe and test surface without loss of test sensitivity. As a manufacturer of test systems we know that a large probe distance eases the design of a highly sensitive but at the same time mechanically insensitive test system. Thus most of the ibg crack detection probes can use 0.7 mm lift off from the test surface and manage crack specification’s which other manufacturers only guarantee with 0.2-0.3 mm probe distance.
The feasibility study in our laboratory determines the best probe for your application. Several probe types are available like standard probe, micro probe, X-probe, spherical X-probe, T-probe, multi-differential (four core) probe or phi-probe with trace width from 0.5 to 13 mm.
Individual probe heads are provided for larger test areas where some single probes are combined. The whole range is rounded off with probes for testing teeth or parts surfaces with grooves or turning marks as well as lift-off compensation probes for parts with eccentricity more than +/- 0.1 mm.